





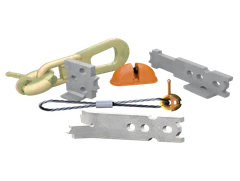

















Slēpju magnēts alumīnija betona sienu veidnēm Apraksts:
GME magnētiskie fiksētie izstrādājumi ir izstrādāti, izmantojot magnētiskās plūsmas nepārtrauktības principu un magnētiskā lauka superpozīcijas principu. Mijiedarbojoties magnētiem un magnētiski vadošiem materiāliem, tiek mainīts viena magnēta magnētiskā lauka līnijas izvietojums tā, ka tiek mainīts magnētiskais lauks uz magnētiskās sastāvdaļas darba magnētiskās virsmas. Spēks tiek pastiprināts. Kad izstrādājums ir darba stāvoklī, magnēta apakšdaļa ir ciešā saskarē ar tērauda veidnes platformu. Magnēts un platforma veido pilnīgu magnētiskās ķēdes noslēgšanas sistēmu. Piesātinātā magnētiskā ķēde radīs spēcīgu sūkšanas spēku, lai panāktu fiksācijas efektu.
Kad izstrādājums tiek apstrādāts ar instrumentiem, produkts ir slēgtā stāvoklī un starp magnētu un platformu tiek izveidota sprauga. Magnētiskā ķēde nav piesātināta, un turēšanas spēks ir ievērojami samazināts. Produktu var viegli pārvietot prom no platformas.

Alumīnija betona sienu veidņu slēģu magnēta specifikācija
|
|
|||||||||||
| Lieta | L | W | H | LI | L2 | L3 | SVEIKI | H2 | H3 | M | Vilkšanas spēks |
| Mm | Mm | Mm | Mm | Mm | Mm | Mm | Mm | Mm | Lielāks vai vienāds ar kg | ||
| GME-450 | 170 | 60 | 40 | 67.5 | 67. 5 | -- | 73 | 66.5 | -- | M12 | Lielāks vai vienāds ar 450 |
| GME-600 | 170 | 60 | 40 | 67.5 | 67. 5 | -- | 73 | 66.5 | -- | M12 | Lielāks vai vienāds ar 600 |
| GME{0}}S Step | 200 | 60 | 40 | 72.5 | 97. 5 | 42 | 73 | 66.5 | 10 | M12 | Lielāks vai vienāds ar 600 |
| GME{0}}S | 190 | 95 | 43 | 67 | 93 | 50 | 80 | 73.5 | 10 | M12 | Lielāks vai vienāds ar 800 |
| GME-900 | 280 | 60 | 40 | 122 | 122 | -- | 73 | 66.5 | -- | M12 | Lielāks vai vienāds ar 900 |
| GME{0}}S | 195 | 95 | 43 | 67 | 98 | 50 | 80 | 73. 5 | 10 | M12 | Lielāks vai vienāds ar 900 |
| GME{0}}S Step | 200 | 95 | 43 | 67 | 100 | 50 | 80 | 73. 5 | 10 | M12 | Lielāks vai vienāds ar 1000 |
| GME-1350 | 320 | 90 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lielāks vai vienāds ar 1350 |
| GME{0}}S Step | 320 | 90 | 60 | 113 | 161 | 47 | 98 | 90 | 10 | M16 | Lielāks vai vienāds ar 1350 |
| GME-1300 | 210 | 95 | 45 | 80 | 90 | 40 | 73 | 65 | 10 | M16 | Lielāks vai vienāds ar 1300 |
| GME-1600 | 270 | 120 | 60 | 110 | 110 | -- | 98 | 90 | -- | M16 | Lielāks vai vienāds ar 1600 |
| GME-1800 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lielāks vai vienāds ar 1800 |
| GME-2100 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lielāks vai vienāds ar 2100 |
| GME-2400 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lielāks vai vienāds ar 2400 |
| GME-2600 | 320 | 120 | 60 | 135 | 135 | -- | 98 | 90 | -- | M16 | Lielāks vai vienāds ar 2600 |

Alumīnija betona sienu veidņu slēģu magnēta pakete
Katrs produkts ir kārtīgi ievietots putuplasta kastē un iepakots ārējā kartona kastītē, lai novērstu produkta bojājumus. Mēs varam arī iepakot atbilstoši klientu prasībām.

Slēģu magnētu rūpnīca un būvniecības industrializācija

Fiksēts slēģu magnēts un būvniecības industrializācija
Ēku industrializāciju raksturo komponenšu standartizācija, rūpnieciska darbība un saliekamo montāžas līniju sērijveida ražošana. Galvenā saikne ir ražošanas efektivitātes uzlabošana. Vissvarīgākā komponentu ražošanas līnijas efektivitāte tiek atspoguļota ražošanas ciklā (tas ir, laiks, kas nepieciešams katram procesam, lai pabeigtu nākamo saskaņoto darbu). Ražošanas takts laika ilgums ir atkarīgs no ilgākā laika ražošanas procesā, un ražošanas process tiek pierādīts uz vietas. Procesa laikietilpīgākā daļa ir veidņu demontāžas process. Tā ir neizbēgama tendence izmantot fiksētu magnētisko kārbu, lai piestiprinātu sānu veidni ražošanas līnijā un fiksēto presformas galdu (skatīt nākamo darba stundu salīdzinājumu).
|
Komponentu rūpnīca |
Die galda izmērs |
Viena komponenta ielādes laiks |
10 stundas moduļa dienā |
Liešanas darbinieks |
|
Tradicionālo komponentu rūpnīca Formēšana, izmantojot tradicionālometodes |
6m*4m |
1,5h/gab |
6.6Komplekti |
5 Persona |
|
Rūpniecisko komponentu rūpnīca Montāža ar fiksētu magnētisko kārbu |
9m*3.5m |
12,5min/gab |
48Komplekti |
3 Persona |
Bieža problēma
Cik liela magnētiskā kaste (saliekamā elementa magnētiskais stiprinājums) ir piemērota
Pirmkārt, manuprāt, ir nepieciešams izmantot veidni, kas neizmanto veidni, lai izvēlētos piemērotu sūkšanas izmēru atbilstoši dažādu komponentu ražošanai. Ja sūkšanas nepietiek, veidne nav stingri nostiprināta, ietekmējot komponentu kvalitāti, tas nav tā vērts.
Iepriekš minētie divi ir Ķīnas jaudīgāko komponentu rūpnīcu procesu ražošanas salīdzinājumi. Fiksēto magnētisko kārbu izmantošana un rūpnieciskās ražošanas līnijas ātrums ir 7,27 reizes lielāks nekā tradicionālās iekraušanas metodes! Ir uzlabotas demontāžas un montāžas ērtības, rokasgrāmata, veidņu galds un veidņu atkārtotas izmantošanas ātrums, un ir acīmredzamas fiksētās magnētiskās kastes visaptverošās priekšrocības.
Var redzēt, ka saliekamo komponentu ražošanas līnija vai sērijveida fiksēto presēšanas galda elementu ražošana ir labākā izvēle, lai izmantotu fiksēto magnētisko kārbu, lai izjauktu sānu veidni.
Lietojumprogrammas, kurām jāpievērš uzmanība:
1. Pievilkšanas uzgriezni nedrīkst nolaist. Pretējā gadījumā magnētiskās kastes korpuss tiks atvērts pārāk tuvu savienojuma virsmai, izraisot nepietiekamu adsorbciju un malu nobīdi.
2. Tērauda veidnes virsmai, uz kuras novietota magnētiskā kaste, jābūt līdzenai. Pirms lietošanas to vajadzētu notīrīt un notīrīt. Nedrīkst būt betona atlikumiem vai citām daļiņām, lai neietekmētu magnētiskās serdes un veidnes pamatnes saķeri, kas ietekmēs fiksācijas izturību.
3. Magnētiskā serdeņa saskares virsma ir jānotīra pirms un pēc magnētiskās kastes izmantošanas. Uz tā nedrīkst būt pielipušas betona un dzelzs vīles, kas ietekmē adsorbcijas spēku.
4, bieži notīriet uz savienojuma iestrēgušo betonu un uzklājiet eļļu, regulāri pievienojiet eļļu virzošajam stāvoklim, lai nodrošinātu vienmērīgu kodola atvēršanu un aizvēršanu.
5. Aizliegts sist ar cietu priekšmetu, piemēram, āmuru, vai nomest to uz tērauda virsmas augstā vietā. Pretējā gadījumā paša magnētiskā serdeņa spēcīgais adsorbcijas spēks var sabojāt kastes lietošanu vai pat izraisīt serdeņa nepareizu novietojumu un sabojāt magnētisko kārbu.
Fiksēts slēģu magnēts un būvniecības industrializācija
Ēku industrializāciju raksturo komponenšu standartizācija, rūpnieciska darbība un saliekamo montāžas līniju sērijveida ražošana. Galvenā saikne ir ražošanas efektivitātes uzlabošana. Vissvarīgākā komponentu ražošanas līnijas efektivitāte tiek atspoguļota ražošanas ciklā (tas ir, laiks, kas nepieciešams katram procesam, lai pabeigtu nākamo saskaņoto darbu). Ražošanas takts laika ilgums ir atkarīgs no ilgākā laika ražošanas procesā, un ražošanas process tiek pierādīts uz vietas. Procesa laikietilpīgākā daļa ir veidņu demontāžas process. Tā ir neizbēgama tendence izmantot fiksētu magnētisko kārbu, lai piestiprinātu sānu veidni ražošanas līnijā un fiksēto presformas galdu (skatīt nākamo darba stundu salīdzinājumu).
|
Komponentu rūpnīca |
Die galda izmērs |
Viena komponenta ielādes laiks |
10 stundas moduļa dienā |
Liešanas darbinieks |
|
Tradicionālo komponentu rūpnīca Formēšana, izmantojot tradicionālās metodes |
6m*4m |
1,5h/gab |
6.6Komplekti |
5 Persona |
|
Rūpniecisko komponentu rūpnīca Montāža ar fiksētu magnētisko kārbu |
9m*3.5m |
12,5min/gab |
48Komplekti |
3 Persona |
Populāri tagi: Slēpju magnēts alumīnija betona sienu veidnēm, ražotāji, piegādātāji, rūpnīca, vairumtirdzniecība





